Temperature monitoring in glass bending furnaces
Example: Use of an Infrared Line Camera in the production process of windshields
Glass that is used as windhield for example has to be bendt. Common bending principles are the bending by gravitation or press bending. The glass panes are put on the hoop and then heated in the bending furnace. The glass nestles to the hoop and get the favored form.
The infrared line camera PYROLINE camera made by DIAS can be used to monitor the glass temperature at the exit of a rotary furnace just prior to the bending press.
Even heating of the glass before the bending is important for the quality
The rotary furnace has 10 arms each holding 2 sections of the mirror which will later be sandwiched together annealing. The objective of the measurement is to ensure that the glass on each of the 10 arms is uniformly heated as they exit the furnace just prior to bending in a press. Quality issues can occur if the glass blanks are non-uniformly heated prior to bending or if there are variations in glass temperature from arm to arm as they exit the furnace.
An air purge unit prevents dirt, the water cooling keeps the operation temperature of the IR camera stable at the glass bending furnace
The glass rests on a flexible fabric mesh on a hoop at the end of each of the 10 rotating arms. At the exit of the furnace the glass is pressed into shape between 2 solid cloth surfaces, Boron Nitride powder is used as a lubricating agent during pressing. An air purge is used to keep the powder from settling on the lens. Water cooling is also employed to keep the camera at the proper operating temperature.
The PYROLINE camera is placed to view the glass as it exits the furnace, just prior to pressing. Below is an image of the furnace with one hoop exiting, moving into position to be pressed.
The PYROLINE camera is placed just out of view at the top of the image above. It is positioned to look down at the hoop and glass as it leaves the furnace. The line speed on the camera is set to 256 Hz, with the line oriented perpendicular to the direction of travel of the rotary arm.
The thermal image from the infrared line camera PYROLINE with a ROI (Region Of Interest) is shown below. A sequence trigger was used to acquire up to 256 lines per data record. The trigger temperature setting of > 985 °F, starts the acquisition of lines. This level setting was chosen to trigger on the edge of the hoop as it entered the field of view.

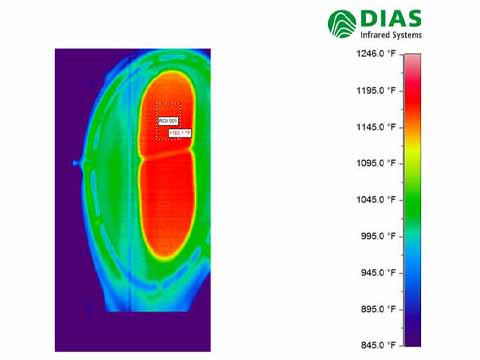
Regions Of Interests monitor automatically the uniformity of the glass surface
Regions of interest are set up to automatically observe the uniformity of temperature on the glass surface as well as the average temperature within each region. Alarms are set based on the measurements in order to alert the operators when temperatures are out of range. Each image is logged for quality control and later evaluation when necessary. Temperature variations between hoops are also logged in order to identify recurrent patterns in the data indicating temperature variations between the various arms of the furnace.
Infrared line camera PYROLINE measures temperatures with up to 256 Hz
he DIAS PYROLINE 128G IR camera was selected since each line is recorded at a 256 Hz rate, faster than competing systems which were also evaluated. Additional advantages included better measurement uniformity, simultaneous acquisition of all pixels along the line, and the ease of use of the PYROSOFT Professional thermal imaging software.
Further information: