Industrial forging
Measurement of the forming temperature during forging of metals: steel, iron and alloys
When industrial forging metal components mainly for shipbuilding, automotive, aerospace, mechanical engineering and plant construction are made, for example in so-called forging. Using the non-contact temperature measurement, the correct shaping temperature of steel, iron, and their alloys are checked when hot forging.

The correct temperature in forging a decisive quality factor
Because the temperature of the workpiece before forging is one of the most important parameters and thus decisive for the quality in the production of many safety-related components. The temperature is depending on the material and process between 950 °C and 1250 °C. The forged blanks are preheated to gas-fired or induction heated furnaces and therefore can not be measured directly with conventional thermocouples. For gas stoves only the internal temperature of the furnace is measured, but not the workpiece itself. In inductively heated furnaces also thermocouple measurement does not apply.

Pyrometers replace conventional thermoelements for non-contact temperature measurement
That is the reason why it is essential to check the work pieces for the correct forging temperature directly at the exit of the furnace with pyrometers before it will be taken into the forging press. These pyrometers must have a very short response time, very small spot sizes, and a peak picker as the parts are always moving. Only the combination of these 3 properties enables a very exact measurement even if the work piece has scale on the surface.

Fast non-contact measurement of forging temperature with DIAS pyrometers at the furnace outlet
So the pyrometer can detect the real material temperature in smallest scratches of the scale and store it in the peak picker. Additionally this fast measurement enables the controlling of a separator to reject too hot or too cold parts and to record each forging piece.
For this measurement task, the robust, stationary pyrometers PYROSPOT DS 40N and DS 42N are used in 2-wire technology or PYROSPOT DS 44N and DS 10N. The pyrometer DS 44N and DS 10N offer besides the usual measuring output of 0/4 to 20 mA another online digital interface RS-485, which also enables the networking of several devices in one bus system. For exact alignment of the pyrometer there are LED or laser targeting light, view finder or video module available.
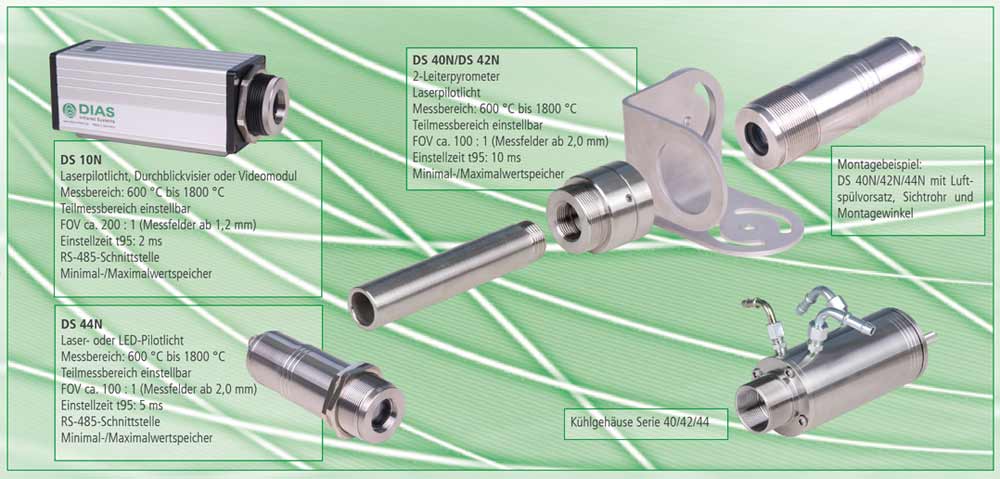
Compatible software for parameterization and wide range of Pyrometer Accessories
The software PYROSOFT Spot and PYROSOFT Spot Pro allow adjustment of all parameters, and thus the optimum adaptation to the process and the digital evaluation of the measured values. For precise alignment and stable mounting, adjustable mounting brackets are used for the permanent low maintenance. Air purge for pyrometers are used for keeping the optics clean and cooling housings are available for use in high ambient temperatures.
Additional information: pyrometer for quality assurance of forged workpieces
In summary – information on quality assurance with pyrometers in the forging industry
For evaluation and analyzation of the measured values of the pyrometer DIAS Infrared offers the software PYROSOFT Spot (Pro) for parameterization and the visualization of the measured values.